盾构隧道混凝土管片预制工艺及质量控制
摘 要:介绍了盾构隧道管片的类型和典型的生产工艺流程,对 3 种不同的管片生产工艺进行了对比,为管片生产企业提供了工艺比选的参考,同时提出了管片质量的控制措施。
关键词:地铁;盾构管片;生产工艺;质量控制
采用盾构法施工建成的地铁区间成型隧道,其衬砌是由预制钢筋混凝土管片构件(以下简称管片)拼装而成。 管片不仅要承载隧道外侧的土压、水压,直接支撑地层,保持规定的隧道净空,防止渗漏,同时还要在盾构施工过程中承受施工荷载,这对管片的尺寸精度、外观、结构性能和耐久性提出了很高的要求,因此管片的生产工艺选择和质量控制就显得尤为重要。
1 管片简介
目前国内地铁盾构隧道管片的设计尺寸一般为外径6 000 mm,内径 5 400 mm,厚 300 mm。 管片环向分6 块,其中 3 块标准块、2 块相邻块、1 块封顶块,封顶块为纵向楔形插入式,管片之间用弯螺栓连接。 管片宽度一般有4 种类型,1.2 m 的通用环(用于转弯半径< 300 m 的盾构隧道),1.5 m 的标准环、左转弯环、右转弯环(用于转弯半径≥300 m 的盾构隧道)。 管片端面为平面形式,其靠近迎水面四周设置有粘贴防水胶条的沟槽。管片混凝土强度等级一般为 C50 或更高,抗渗等级≥P10,钢筋主要采用 HPB235 和 HRB335,工程结构设计年限一般为100 年。
2 管片生产工艺
2. 1 典型管片生产工艺流程
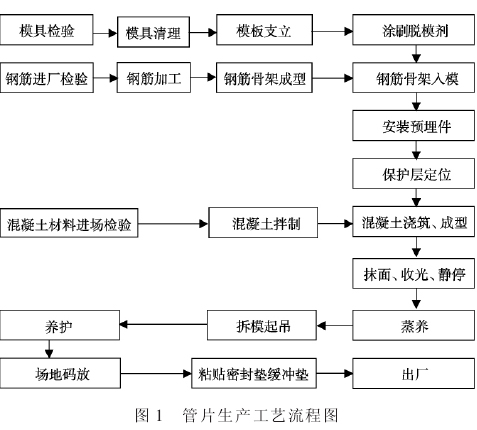
管片具有标准的规格和形状,为满足地下工程功能需要,其加工质量、尺寸精度和性能要求非常高。采用工厂化定型工艺生产管片可以充分发挥出预制构件生产的技术经济优势和特点,确保管片的尺寸精度、质量可控,性能稳定,达到提高产品质量和经济效益的目的。 典型的管片生产工艺流程见图 1。
2. 2 不同管片生产工艺比较
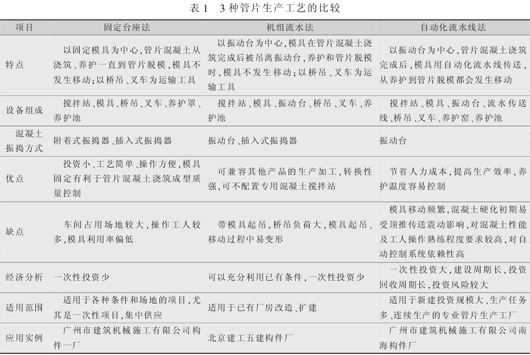
目前国内管片生产工艺按其生产方式可分为3 种,固定台座法、机组流水法和自动化流水线法。 作为专业生产预制管片构件的工厂,要充分考虑工厂的总体规划、总平面布置,并结合投资规模、产量、市场特点、自身情况来选定合适的生产工艺。通过对国内管片生产工艺进行考察研究,笔者总结了3 种管片生产工艺的特点,见表1。
管片生产工艺决定了生产企业的投资规模、建设周期、生产效率、经济效益,选择时一定要慎重。 通过对以上3 种管片生产工艺对比可以看出,这 3 种管片生产工艺的工序都相同,区别就在于管片混凝土浇筑成型至养护完成期间模具是否移动,这一区别也是各生产工艺的特点。
3 管片生产质量控制措施
3. 1 建立健全质量管理制度和质量管理体系
管片生产企业应根据国家质量管理制度和质量管理要求,结合企业自身实际建立健全企业的质量管理制度和管理体系,以便对管片生产质量进行控制和改进。对企业管理人员和工人进行质量控制教育,实现全员全过程质量控制,提高全体员工的操作技能和质量意识,严把质量关;严格遵守材料进厂检验制度,工序自检、互检、交接检制度,实行规范化质量管理 ,确保管片生产质量;实行 PDCA(计划、执行、检查、改进)质量控制过程,持续改进,提高企业的技术经济竞争能力,为企业创造经济效益。
3. 2 制定管片生产质量控制标准
GB 50299-1999《地下铁道施工及验收规范》、GB50446-2008《盾构法隧道施工与验收规范 》对管片生产制作过程都做出了很具体的规定,管片生产企业应按照国家规范并结合自身质量控制要求从严制订本企业的管片生产质量控制标准,在生产过程中严格执行,保证管片生产质量。
3. 3 管片生产过程关键工序质量控制
3. 3. 1 原材料进场质量控制
1)钢筋、水泥、砂 、石子、外加剂等原材料供应应选用信誉良好的厂商[1]。
2)各种材料的品种、规格等要符合设计图纸和规范要求。
3)原材料进场之后按照规范规定取样、送检,试验合格后方可加工使用,不合格的坚决退场,严禁不合格材料用到生产中。
3. 3. 2 钢筋骨架成型质量控制
1)加工管片钢筋骨架的靠模尺寸要准确,使用过程中定期校验,防止其变形。
2)控制钢筋下料准确度和加工精确度,定期检查、调试弯弧机,确保钢筋加工弧度。
3)钢筋骨架堆放底部一定要用支架支撑 , 不得直接叠放在地面,堆放层数不宜超过4 层 ,以防骨架变形。
3. 3. 3 管片模具质量控制
1) 组模前仔细清理模具 , 尤其是边角凹槽等容易积存污物的地方,清理后的模具内表面不得有任何污物。
2)模具清理干净后 ,由专人负责喷涂脱模剂 ,脱模剂要涂抹均匀,不得有积聚现象[2]。
3)模板组装时按各种模具的组装顺序进行,严禁反顺序组装,以免模具变形。
4)螺栓拧紧时要按顺序紧固,保证模具尺寸精度。
3. 3. 4 混凝土浇筑质量控制
1)混凝土配合比必须符合设计和规范要求,混凝土工作性能要满足管片生产工艺的要求,经过试配后确定各项参数。
2)混凝土搅拌系统配备砂 、石含水率自动快速测定仪,由搅拌站的电子控制系统自动调整混凝土配比的用水量。
3)定期校验搅拌站电子称量系统的精确度,保证混凝土原材料称量准确,严格按照配合比拌制混凝土,确保混凝土质量。
4)管片混凝土浇筑时要分层、连续、均匀 、对称的从模具两端向中间布料,采用振捣棒振动成型时,每盖一块盖板布一层料,振捣密实后才能布下一层料,振捣时不能碰撞模具、预埋件和钢筋骨架。
5)振捣时间一定要控制好,一般为 2~3 min,振动至混凝土与侧板接触处不再有喷射状气泡为止。
3. 3. 5 管片养护质量控制
1)管片混凝土浇筑后蒸养前要静停 l~2 h,具体静停时间可根据气温变化进行适当调整。
2)蒸养时升降温的速度应控制在 10~15 ℃ / h,蒸养完后管片表面温度与环境温度之差不应大于20 ℃,这样能有效避免在蒸养过程中产生温度裂缝。
3)管片脱模强度要在 20 MPa 以上 ,严禁强度不够强行脱模。
4)管片脱模后要保湿降温 ,避免管片由于失水而产生裂纹;降温后要水养 14 d 以上,以促进管片混凝土强度平稳增长,保证管片混凝土质量。
5)北方地区冬期施工时要控制室内温度不可过低,一般控制在 10~15 ℃可保证管片模具周转次数;蒸养完成后要进行保温保湿养护,使管片均匀降温,不得直接暴露在冷空气中;水池养护过程中要覆盖水池并保证水温在(20±2) ℃,适当延长水养时间。
4 结语
盾构隧道混凝土管片是地铁盾构法施工中的重要预制构件,其生产工艺控制的好坏直接影响到管片的质量,进而影响地铁盾构施工的质量和盾构隧道的质量。 管片生产企业要根据自身的经济技术条件、地域特点和工程特点进行综合比较,在保证质量的前提下选择合适的生产工艺。
参考文献:
[1] 张凤祥 ,朱合华 ,傅德明. 盾构隧道[M]. 北京 :人民交通出版社,2004:365.
[2] 彭圣浩. 建筑工程质量通病防治手册[M]. 北京 :中国建筑工业出版社,2006:389.























 京公网安备 11010202007575号
京公网安备 11010202007575号