地铁管片智能蒸养系统介绍
摘 要:文章对地铁管片智能蒸养系统主要部分进行了介绍,叙述了智能蒸养系统立项的原因、工作原理、主要设施(备)、系统软件界面设计、智能蒸养系统的优点、系统维护等方面的内容。
关键词:智能蒸养系统;工作原理;优点;维护
概述
上海隧道工程股份有限公司构件分公司是一家专业生产隧道管片的公司,在上海地下隧道建设中,到目前为止,参与了包括上海市轨道交通一号线在内的所有轨道交通地铁管片部分制作任务以及大部分越江隧道管片制作任务,是隧道管片制作行业的领头羊。然而,在地铁管片生产过程中,由于工期紧,在冬季施工过程中,为了提高管片产量,必须采用蒸汽养护工艺进行翻班生产,因而带来了几乎不可避免的蒸养裂纹、能源消耗大等一系列问题。为了优化这一传统工艺,2007年,公司领导决定设立“管片蒸养系统研究”科研课题,率先在行业中进行了该课题的研究和应用。
智能蒸养系统主要有以下优点:温度控制精度高,可以达到设计温度值的±2℃,保证管片的内在质量;节约能源,比常规蒸养可节约柴油10%用量,每年可以节约数十万蒸养成本;减少蒸养工作量,可以节约三分之二操作工人劳动工作量;由于智能蒸养系统采用电脑等智能工具,能够减少操作失误,使操作过程不仅简化而且规范,历史数据可以随时查询,便于发现问题,有助于提高管理水平。
1 智能蒸养系统
1.1 工作原理
智能蒸养系统根据升温、恒温和降温蒸养工艺要求,通过计算机编程控制,达到控温的要求,即决定升温速度或者降温速度,系统会不断根据放置在蒸养罩内的温度计探头测得的温度值和该时段设定值进行比较,如果实测温度值低于设定值,电磁阀阀门打开进行供汽,否则,电磁阀关闭,暂停供气,直到温度下降到设定值以下时,再打开电磁阀供气。周而复始,最终按温度曲线要求完成整个控温过程。
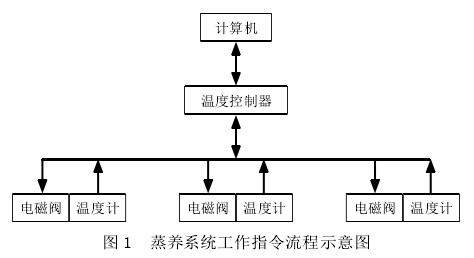
如图1所示,计算机中设计好蒸养系统软件,并按工艺要求,设置好蒸养升温、恒温、降温等各阶段时间、温控速率等参数。蒸养开始时,计算机首先给温度控制器发蒸养各参数指令,温度控制器收到指令后,再向若干个电磁阀分别发送指令,电磁阀开始打开放汽,放置在蒸养罩内的温度计会将温度值随时反馈给温度控制器,温度控制器将温度值反馈给计算机,计算机根据反馈的温度值和系统中该时段设定值进行比较,如果温度值小于设定值,计算机将不发指令给控制器,电磁阀门继续打开放汽;如果温度值大于设定值,则计算机将发指令给控制器,控制器将控制电磁阀门关闭,电磁阀停止放汽。就这样,温度计将不断将罩内温度值发给控制器,让计算机来比较温度值大小,控制电磁阀开关,最终按设定要求达到控温的要求。温度值比较频率可以设定,比如5秒比较一次。
1.2 系统设备(材料)组成
本套系统所用的费用为16万元,旧的蒸养管道改造费为6万元,共22万元。可以同时进行16个蒸养罩、共8环地铁管片的蒸养工作。
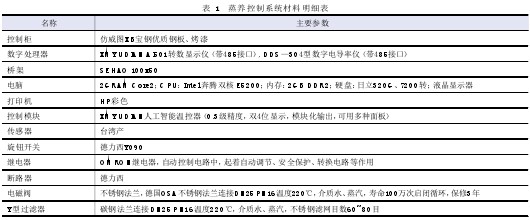
除蒸养管路所用材料外,表1为所有材料的名称和参数,其中控制柜、电脑、打印机数量各为1套;数字处理器、控制模块、传感器、继电器、断路器、电磁阀、Y型过滤器各为16套(该套数根据现场蒸养罩数量决定,本系统为16个蒸养罩),其他材料根据管路长度决定。
1.3 系统关键设备介绍
1.3.1 蒸养控制室
蒸养控制室是系统的中枢控制区,由控制柜(里面装有多个控制器,每个控制器单独控制一个电磁阀)、计算机、安全报警器及手动控制开启按钮(备用)构成。温度控制器采用了厦门宇电自动化科技有限公司的518P型人工智能温度控制器,其主要特点有:可根据工艺要求,自己编制升温、恒温的温度控制程序,适应范围广,能更好地满足工艺要求;控制器采用先进的AL人工智能调节算法,无超调,具备自整定(AT)功能;人性化的操作方法,易学易用;采用先进的模块化结构,提供丰富的输出规格,能广泛满足各种应用场合的要求。
安全报警器主要作用是当某个蒸养罩内实际温度值误差大于设定值最大上(下)限值时,会出现红色报警信号,提示要求操作工查找产生的原因或向厂部技术主管部门报告情况,以便对出现的问题进行修正。计算机CPU:P4 1G以上或相当型号;内存:最少128MB,推荐512MB;显示器:VGA、SVGA或支持桌面操作系统的任何图形适配器,要求最少显示16位色,分辨率1440×900;鼠标:任何PC兼容鼠标通讯:串口一个,用于采集数据并行口或USB口(用于接入组态王加密);操作系统:Win2000(sp4)/WinXP(sp2)简体中文版。

1.3.2 电磁阀和过滤器
电磁阀是通过通电或断电来控制电磁阀门的开关,来达到向蒸养罩内放入蒸汽或者停止供汽的器件。电磁阀是系统的关键设备之一,因此,电磁阀的质量好坏决定系统是否能正常工作。电磁阀的材质有多种,有铜、铸铁、不锈钢等,公称直径一般为10mm~150mm不等,介质温度为0℃~220℃。本系统采用德国OSA系列,不锈钢质,DN25,介质最高温度220℃,寿命100万次启闭循环电磁阀。电磁阀如图3。
蒸养管道中,常常会有垃圾,如管道施工中没有清理干净的电焊渣、铁锈等杂质,如果不安装过滤器,这些杂质会在蒸养过程中随蒸汽进入电磁阀中,在高压高速气流中有些会卡在阀中的密封橡胶圈上,造成电磁阀关闭状态下密封不严,使气体外泄,直接影响温度控制精度,因此需在管道中安装过滤器。一般要求滤网目数为80目以上。过滤器如图4。



1.3.3 管路末端构造
如图5中①为蒸养总管下的次管,本系统为2.5cm。②所示为管路上的截止阀,图中上面的截止阀作用为:当正常智能蒸养过程中,为常闭状态,只有电磁阀出现问题后,打开(开启手动蒸养);下面的截止阀在正常过程中为常开状态,只有当电磁阀出现问题后关闭。③为过滤器。④为电磁阀。⑤为向蒸养罩内供汽的橡皮管。由于该系统是在原有厂房建成后建设的,厂房内地面下没有铺设蒸汽管道,所以仍采用橡皮管向蒸养罩内供汽。在新建的厂房中,会预先铺设好蒸汽管道,可以不用橡皮管供汽。⑥为温度计探头保管箱。当蒸养结束后,由操作人员把温度计探头收进箱内,避免在管片施工过程中损坏温度计。为减少热损失,可以在管道上包裹保温材料,如铝箔等。
1.4 智能蒸养系统软件
蒸养系统软件设计要求操作简单,界面直观。即实现“傻瓜”式操作,使操作对象为民工或者文化水平较低人都可以操作,会开机、关机和移动鼠标等简单技巧即可。较复杂的参数设置需要技术人员操作,一旦设置好,以后打开软件即可进行蒸养工作,不必每次进行参数设置。软件可以进行记录查询、蒸养记录打印等,还可以对操作人员进行权限设置,根据季节的不同,设置不同的曲线参数,并且根据初始温度自动选择蒸养曲线。软件开发平台为“组态王6.53”,如图6所示。
1.4.1 状态控制主界面
操作人员点击桌面上“管片蒸养系统”,经过正确输入密码,将进入图7所示状态控制主界面。左边有6个主菜单,分别是状态控制、趋势查询、蒸养记录、记录查询、参数设置、权限管理及退出。
右边包括16个控制器和一个运行控制按钮。每个控制器上分别有实际温度值、设定温度值、运行时间和最下面的状态参数,状态参数又包括停止、运行、暂停3个状态,分别以红色、绿色和黄色3种颜色表示。点击界面上边的“运行控制”按钮,出现图中“启停控制”按钮子菜单图。在此界面中,操作工可以选择要控制的蒸养罩,对它们进行“启动”、“暂停”、“继续”、“停止”等操作。启动:按照设定的温度参数运行;暂停:在运行过程中暂时停止系统运行(暂停后系统依然有输出);继续:暂停后继续执行原来的控制曲线;停止:停止控制器运行;为了方便操作,操作界面上还可以“全部选择”所有的蒸养罩或者“全部取消”已选择的蒸养罩,以便快速进行蒸养操作。

“趋势查询”:操作工人可以查看到设备的历史趋势曲线,选择要查看的日期,然后选择设备号,即可查询该设备的历史曲线;点击“早班”、“晚班”分别显示当天的早班和晚班的曲线信息,点击向左、向右的箭头分别表示上一班次和下一班次。
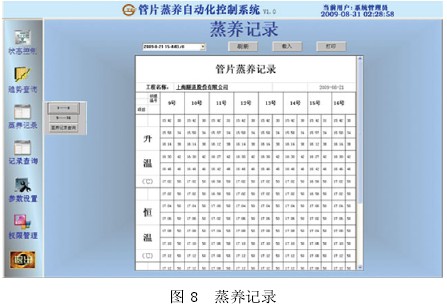
点击左边“蒸养记录”,弹出如图8所示。“1-8”对应1-8套蒸养罩在运行期间温度、时间值;9-16对应9-16套蒸养罩在运行期间温度、时间参数;“蒸养记录查询”可以查询到所有的蒸养记录,包括蒸养时间、各时段温度的设定和实际值等。在

中选择已经保存的文件名,当列表没有在列表中显示出来时,请点击“刷新”按钮,已经保存的文件会出现在列表中,然后选择“载入”按钮即可载入选中的文件。文件名为当前时间加A或B,如“2009-8-31 13-2A”代表的是2009年8月31日13点2分保存的1-8号设备的蒸养记录;“2009-8-31 13-2B”代表的是2009年8月31日13点2分保存的9-16号设备的蒸养记录;点击“打印”,将打印当前表格里面的数据。
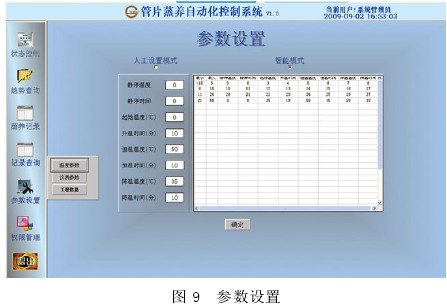
1.4.2 参数设置界面
点击主界面左边的“参数设置”,分别显示“温度参数”、“仪表参数”、“工程信息”3个子菜单,如图9所示。温度设置菜单下共有两种模式,“人工设置模式”和“智能模式”。用户在温度参数设置中要选择运行哪一种模式,即在两个模式下的圈内选择一个,单选。“人工设置模式”是单一模式,即不管天气气温高低,如不进行调整,系统都会按这一模式进行升温、恒温和降温。“智能模式”将根据天气不同的温段设置多断升温、恒温和降温模式,系统在运行时会根据初始温度值,自动运行该区段的模式,而不必在气温的变化时,再去人为设置,即一次全部设置好,以后就不要再设置。当设置完成后必须点击“确定”设置的参数才会保存。当确定后,在“启动控制”画面中点击“启动”时,控制系统将设置好的曲线下载至选中的每一个控制器中。
最大、最小两数表示温度区间范围,静停温度表示“静停”阶段升温的最高温度,“静停”时间表示从自然温度升到静停温度所需要时间。起始温度表示正式升温阶段的温度,如果前面设置了静停温度值,则起始温度要高于静停温度值,如果没有经过静停阶段,设置的值要比自然温度值低,可以设置为0或者负数。升温时间表示从起始温度到恒温温度所需要的时间。降温温度表示需要降低的最低温度,降温时间表示从恒温温度到降温温度所经历的时间。
蒸养前,当自然温度在这些模式中某个“最低温度”和“最高温度”之间时,系统便会自动执行该区间后面的对应模式。如冬季为防止管片产生蒸养裂纹,通常要求升温和降温阶段速率尽可能慢;而春、秋季蒸养,气温比较高,速率可以适当放快,既可加快生产周期,又节约能源。电脑能根据气温来选择曲线模式,提高温控质量,减少因升温或降温过快所带来的管片质量问题。
仪表参数:包括上限报警值、下限报警值、回差、控制方式、输出周期、输入规格、运行参数等参数设置。可以对每个设备号分别进行设置,在弹出框内输入要更改的数字,确定更改该控制器的参数。
工程信息:显示蒸养记录中相关信息项,修改工程信息中文字,蒸养记录中相关信息会作相应变动。
2 智能蒸养系统的优点
(1)可减少蒸养工作量。传统的蒸养方式需要人工频繁地调节蒸汽阀门开关,来达到控制温度的目的。操作工人需要不断看温度计,来回开关阀门,蒸养期间有三分之一的时间在调节阀门,工作量很大。而采用智能蒸养方式,操作工人不需要调节阀门,阀门由电脑控制电磁阀来调节,工作量很少。采用智能控制,还可以打印蒸养记录、查询温控数据和温控曲线。
(2)温度控制精度高,保证管片的内在质量。蒸养过程全部采用电脑自动化控制,管片的升温、恒温和降温过程根据用户设定进行精确的调控,这样可以从根本上确保管片的内在质量,控制精度可以达到±2℃。而传统的蒸养方式,其阀门的调大调小完全凭操作人员的手感和经验,控制精度受人为因素影响较大。温度控制就是不断地比较单位时间内的设定值和来自温度传感器上实测值的大小,决定是否开启或关闭供汽电磁阀阀门的过程。蒸养罩上的温度计测量值高出单位时间内设定值,系统会控制电磁阀关闭阀门,停止供汽,直到温度降到设定值后,才会重新打开阀门继续供汽。
传统的蒸养工艺无法保证升温的匀速,因此也就不能很好地保证管片的内在质量。根据我们在上海市几条轨道交通管片制作的应用来看,通过观察发现,管片外表没有蒸养裂纹的产生,而且我们还对堆放在堆场的龄期超过2个月以上的管片外观进行观察,其表面的裂纹明显少于传统蒸养的管片,比较接近于自然养护的管片的外观质量。
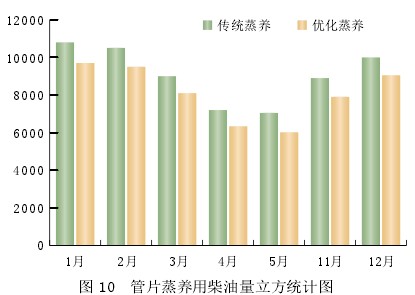
(3)节约能源。智能蒸养方式由于是匀速调节温度,可以有效节约能效。传统的蒸养方式不能很好地调节温度,常常造成温控较快(造成罩内气体过量),更容易造成气体的浪费,而智能蒸养方式由于匀速控温,可以有效节约能效。根据2009年和2010年蒸养系统用柴油量统计来看,智能蒸养系统比传统的蒸养系统每年至少节约10%油量。表2和图10是分别统计2009年度和2010年度1~5月和11~12月蒸养期间管片蒸养用柴油量的情况。

(4)有利于提高科学化管理水平。由于智能蒸养系统采用电脑等智能工具,能够减少操作失误,操作过程不仅简化而且规范,历史数据可以随时查询,便于发现问题,有助提高管理水平。
3 智能蒸养系统的维护
(1)系统在初次使用前,一定要预先将管道中的垃圾冲洗干净,特别是蒸养管路在焊接以后,管道中会有许多残留的焊碴,会影响电磁阀的密封性能或者损坏过滤网。
(2)蒸养结束后,要将控制室内灯关闭,门关好,防灾防火,定期对室内的卫生进行保洁工作。
(3)温度传感器在蒸养开始时,要从线盒内取出,插入蒸养罩固定位置处,做到轻拿轻放。蒸养结束后,要及时收回到线盒内,在放回时,轻轻圈好放入盒内。线盒内严禁放入其他物品。
(4)电磁阀是系统的关键部件之一,因此要防止电磁阀内部进入垃圾,建议在蒸养总管上安装蒸汽过滤网。为防万一,应备用一二只电磁阀或者内部的配件。另外,电磁阀由于长时间使用,内部的密封圈会老化,弹簧弹性功能会减弱,这些都会造成电磁阀关闭时密封性能不佳,导致电磁阀在关闭时仍会有少量气体出来或者电磁阀在工作时,温度控制精度下降,因此需要及时对有问题的部件进行更换。
(5)过滤器要定期清理,否则会影响蒸养正常进行或者垃圾会混进电磁阀内,影响电磁阀闭合时的密封性能。
(6)软件要经常进行维护,定期对蒸养记录进行备份,减少计算机内存占用量。电脑内装好的软件不要轻易改动或删除,也不要在电脑内装些占用内存大的软件,或者在蒸养期间同时运行一些其他的程序,以影响蒸养软件的正常运行。
结语
智能蒸养控制系统从2007年投入研发系统一期之后,到目前为止,已完成了智能蒸养系统二期工作,并应用于多条上海轨道交通部分区间管片制作工程,得到了业主、监理的认可。该系统提高了管片生产科学化管理水平,从根本上保证了管片内在质量、节省劳动力、节约能效,符合国家目前提倡的节能减排政策,值得借鉴和推广。























 京公网安备 11010202007575号
京公网安备 11010202007575号