城市轨道交通无缝线路施工技术探讨
2009-08-26 19:01
城市轨道交通无缝线路施工技术探讨
摘要:文章探讨了城市轨道交通无缝线路铺设新工艺,经期能科学有效地提高无缝线路施工进度及焊接和铺设质量。
关键词:无缝线路;施工特点;施工工艺;技术要求
0前言
城市轨道交通工程中无缝线路铺设施工,采用“一次性焊接、铺设”新工艺,是对传统“二铺一拆”工艺的改革。新工艺的施工程序,可以归纳为:①铺设25m标准无孔新轨,浇筑整体道床;②用移动式接触焊机,现场本线焊接长钢轨;③完成无缝线路的铺设,锁定。
无缝线路一次性铺设施工,除必须具有一套移动式接触焊机外,尚需有一整套能够满足现有规范要求的施工工艺和工装。现在执行的《钢轨焊接接头技术条件》(TB/T1632-91),《无缝线路铺设养护维修方法》(TB2098-89)等技术规范,基本上是在固定式焊接基础上建立和完善的。改用移动式接触焊机,在现场本线上直接焊接并完成铺设,其焊接、铺设工艺、工艺标准和技术要求及工装设备,均有变化。可使新的施工技术更趋完善,从而保证无缝线路的焊接和铺设质量,达到上述规范要求。
1 施工特点分析
移动式现场接触焊接(特别是本线焊接)相对于固定式焊接,有以下对焊接和铺设质量有关的不同之处。
1.1 焊接轨的基准线
固定式焊接,建有一条辊道流水线。辊道线是一条直线,辊道面处于一个平面上,焊接轨以辊道中心线和辊道平面泵基准线;
移动式接触焊接是在现场线路上进行,没有统一的基准线:
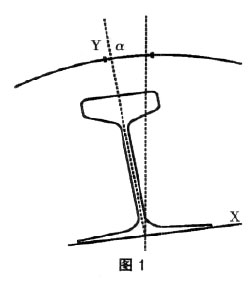
①由于轨底坡和曲线超高的存在,钢轨Y轴与铅重线存在一偏转角α(见图1)不同的超高α角也不相同,待焊轨在焊接前必须调整到同一偏转角,否则焊接轨会产生扭曲。
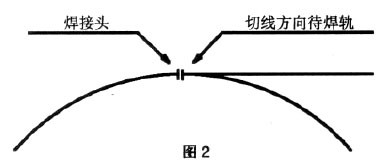
②以往铺设在曲线上的长轨是在辊道上直线焊接,然后在曲线上铺设。现场曲线线路上直接焊接,就很难使焊接头处在圆顺的位置上,理论上待焊轨在焊接前必须调整到焊接点切线方向的直线上(见图2),否则焊接头将形成折角。
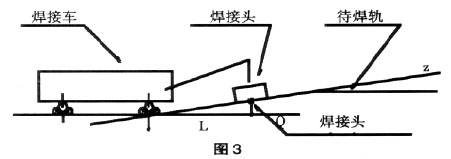
③由于是本线焊接,焊接车必须停放在已焊长轨上;又由于焊机头作业时轨底以下必须有一定空间α见图3(焊后打磨也须有相当空间);因此焊缝处轨头必须垫高。这就使焊接车第一轮对接触点至焊缝处B距离内的轨道形成斜面,为此待焊轨也必须调整成同一斜面,否则焊接头是不平顺的。
上述三点,每次焊接,其调整量均不相同,尽量可以规定一个标准,但如果没有赖以控制的规范标准,调整难以达到固定辊道线上焊接的质量要求,产生终缺陷(如扭曲内应力的存在)外表难以发现。
1.2 焊接的工艺流程
轨道交通工程设计中对钢轨焊接“技术条件”工艺流程规定如下:查轨、验收→测量、配轨→前调直→前打磨→焊接→风冷、精磨→正火热处理→后调直→强冷→精磨→处型检验、无损检测。
这套工艺流程上固定式焊接基本相同,但用于现场焊接,特别是本线焊接则有如下问题。
①泵调直工艺(特别是后调直)X轴和Y轴两个方向的调直是在同一个平台上进行的。现场焊接由于轨下空间很小,Y轴剖面的调直将难于实现,这对轨面平顺很不利。
②固定式焊接,工艺流程分布在流水线上,工位固定,工作物流动,工艺作业是平行进行的。现场焊接,工作物固定,工艺作业只能在一个点上按流程顺序进行;完成一个焊头的效率取决于作业程序的编排,并大大低于流水线焊接,为提高作业效率、加快进度,曾经有人将作业程序编排成两大块,即焊接和焊前处理及焊后处理。在劳动组织上也分成两个组,一个负责焊接和焊前处理,另一个负责焊后处理。
负责焊接和焊前处理的通常作业方法是在对每对轨焊接后,即予临时固定,让焊接车通过进行下一对轨的焊接,这就是说焊头在未按设计标准规定进行任何焊后处理就经受轴大于10t的车轮辗压,并在下一对轨的焊接过程中,始终承受着来自焊接车(包括牵引轨道车)的垂直载荷和振动载荷。特别是当车轮通过时,焊缝温度尚处在800℃以上,对于U75V轨即处于相变线以上,此时相变尚未完成,结构组织成软塑状态,强度和硬度极低,在外荷的作用下极易变形损伤。
负责焊后处理的所有作业都是在单个焊缝上进行,由于焊后长轨已经在轨道上固定,而每个焊缝在作业过程中,钢轨温度发生的变化(特别是“正火”)就不能像整条长轨在辊道线这样自由调整,作业后长轨条内就会存在不均匀的局部温度应力。
1.3 铺设的工艺流程
轨道交通工程设计,对于铺设只提出锁定轨温和应力放散的技术要求。长轨焊接在连续作业的过程中,每根25m轨的锁定轨温是不可能相同的,这在地面和高架段尤甚,需要进行应力调整,低温铺设的钢轨用拉伸器调整,则必须有固定段,这对于用无孔轨铺设的短轨线路是非常困难的,需调整的长轨长度越长,其调整的可能性越小。
1.4 工装、设备
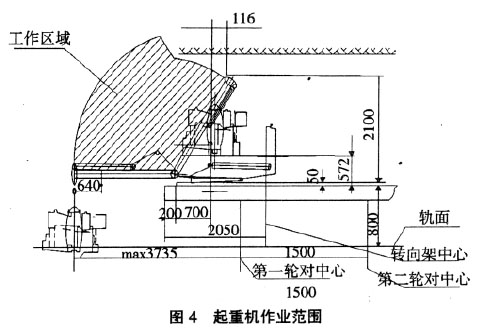
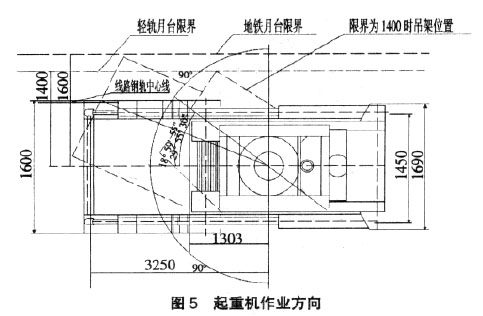
①焊接作业车。目前国内已试制完成并投入使用,它由四部分组成,即发电机组、焊机、悬挂焊机头的吊机及存放上述设备的轨道车平板,俗称“焊接车”。发电机组安装在一个集装箱内,焊机和吊机安装在另一个集装箱内,两个集装箱安装在一辆平板车上,全长(不含车钩)12700mm,总宽(作业状态)2538mm,总高(轨面以上)3470mm。悬挂焊机头的吊机起重臂最大的工作半径为3335mm,装在平板车上后,平板车第一轮对中心距焊机头中心(即为焊缝中心)的最大距离为3735mm(见图4)。该套设备在本线焊接左、右股钢轨时(见图5)吊架需摆动一个角度,当吊架处于最大工作半径时,吊架的外侧已接近1600mm限界;而轨道交通工程的限界,目前有两个标准,即地铁1600mm,轻轨1400mm,因此这套设备在“轻轨”工程中将受到限制。
②轨道支架。固定接触焊的辊道线提供每个工位的作业平台,其上下左右均留有足够的作业空间,在普通的铁路线路现场焊接(小型气压焊等)由于是普通道床,焊后处理也可有一定的作业空间,而轨道交通大部分为整体道床,在此线路上进行焊前或焊后处理,则必须有一整套能使处理后的焊头符合规范标准要求的辊道支架,而目前尚无可借鉴的设备。
辊道支架可以分成两类:一类是可调节的支架。它不仅可以按需要调节高度,且可调整两侧支架使致形成横向斜面。这一类支架用于焊接;另一类为固定支架,用于焊后处理,支架高度取决于各作业空间的需要。
③调直设备:焊后调直,目前尚无可直接移用的设备。曾经有人使用“直轨器”,但很难达到规范规定的技术要求,且其效率极为低下,达不到“焊接生产”的要求。因此需要另行设计一套调直机械,它必须满足下列条件。
a.必须能进行X轴和Y轴两个方向的调直;
b.轨下部分结构尽量缩小,以降低对轨下空间的要求;
c.调直必须能满足TB1632-91规定的标准要求;
d.尽量小的结构重量、可移动、便于安装。
1.5 工艺标准
“技术条件”要求严格执行TB/T1632-91和TB2098-89技术规范,但由于现场焊接的特殊性尚应有一些补充规定。
①关于冷却速度的控制。“技术条件”所列工艺流程中的“风冷”“、强冷”没有提出冷却速度的概念“,强冷”也未规定使用的冷却介质,这是不完善的。冷却速度关系到焊接质量,现场焊接与室内焊接案件很不相同,在λ8/5范围内,冷却速度大于4℃/s是不允许的,在这个范围内“强冷”如果采用“浇水”则将导致焊缝的冷脆性倾向,这一点在地面和高架上焊接尤要引起重视。我们在上海市地铁一号线北延伸段现场焊接基地焊接的标准中就规定了冷却速度控制在2℃/s以内,以保证焊接质量。
②关于焊缝位置。规范TB2098-89对工地焊接联合接头的位置规定如下:“两股钢轨的焊接头位置尽量相对;轨底及轨底角如打磨平整,与轨枕的相对距离不受限制;若留有焊瘤,则距离轨枕边缘不得小于40mm。”而对非联合接头的位置,则没有规定。上述规范还规定“联合接头不论采用何种焊接方法,均需符合TB1632规定的质量检验标准”。而TB1632对焊头外观检查项目中轨底部分的要求为:

上述焊接头位置的标准规范,其核心是焊缝的打磨平整,留有焊瘤的焊缝,若位于轨枕承轨台面上,对轨枕、对钢轨都会产生应力集中,对钢轨、轨枕、轨下垫板造成损伤,所以长期以来,上海铁路局对于焊缝位置,即使是工厂接触焊也采用了“距离轨枕边缘不得小于40mm”的规定;只是在近年来,采用了国外引进的“精磨”机床后,使焊头打磨精度有极大提高,才不再执行上述规定。
移动式工地焊接,特别是本线焊接,焊头在焊后处理作业时由于受轨下空间的限制,轨底打磨很难达到TB1632规范中规定的接触焊、气压焊(固定)标准。因此,对焊头打磨和焊缝位置的标准应该有合理的、新的规定。
应该提出的是如果执行焊缝不得上承轨台的规定,由于每次焊接时有12mm~15mm的顶锻量,若干次焊接后,25m长的轨端自然会落在承轨台面上,因此必须切断,也就是说钢轨有一定的损耗。
2 施工工艺设计
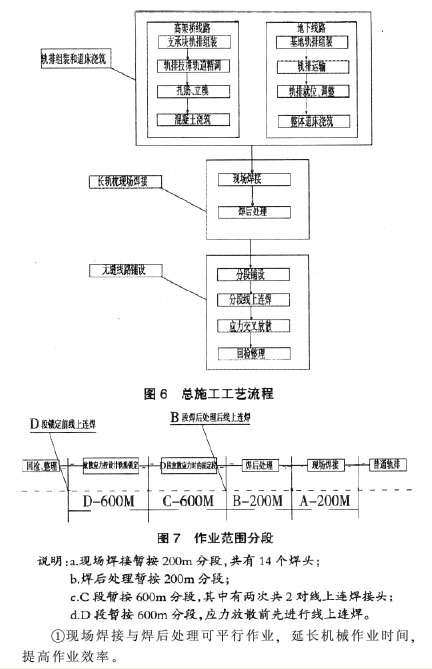
施工工艺流程,可以分成三大块,即:轨排组装和道床浇筑→长轨现场焊接→无缝线路铺设。
具体内容见图6。除“轨排组装和道床浇筑”外,其余施工分成A、B、C、D四段进行(见图7),它的特点是。
①现场焊接与焊后处理可平行作业,延长机械作业时间,提高作业效率。
②焊后处理是在长轨条完全自由状态下进行,作业后按施工轨温临时锁定,不存在应力不均匀现象(特别是正火处理后)。
③交叉放散,按设计轨温锁定,可以使全线铺设轨温基本一致。同时,由于设置了C段,可以作D段拉伸时的固定段。这一点在地面线和高架线尤为重要。
长轨现场焊接的工艺流程见图8,按作业范围分段,现场焊接在A段进行,焊后处理在B段进行,具体的作业程序见图9和图10。
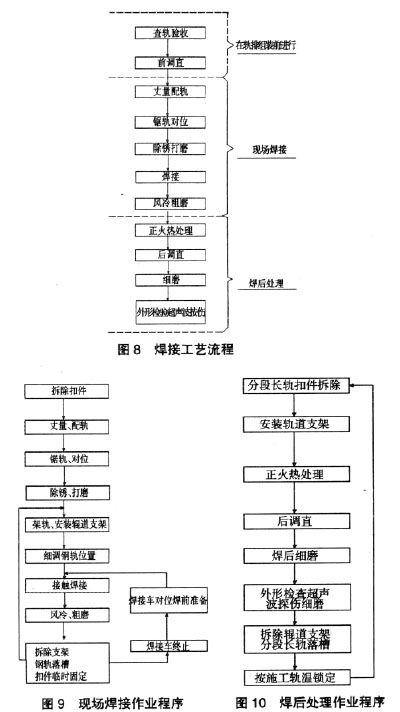
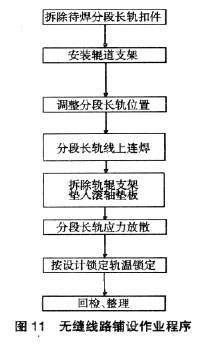
无缝线路铺设工艺流程,按作业范围分段,安排在C段和D段进行。C段主要进行分段线上连焊,即将每200mm一段焊成为600mm一段。D段主要进行应力放散,按设计轨温要求最后锁定。而D段进行应力放散时,C段作为固定段使用。从C段开始,即应对扣件进行回检整理。无缝线路铺设的具体作业程序见图11。
3 技术要求
无缝线路焊接和铺设施工执行标准为:《钢轨焊接接头技术条件》(TB1632-91);《无缝线路铺设养护维修方法》(TB2098-89)。并对各施工工艺补充如下技术要求。
3.1 焊接的工艺
①采用U75V钢轨的焊接技术参数,新设备在正式开焊前,应通过型式试验,以验证焊接技术参数。开焊后按TB1632-91规定进行周期性试验,以验证焊接参数的稳定。
②新轨检查验收和调直在轨排组装前进行,轨排组装、运输和就位安装,要避免损伤和再次变形。
③焊接前利用辊道支架调整待焊轨的X、Y、Z轴方向与已焊轨趋于一致;曲线焊接,待焊轨必须调整到焊接点处的切线方向,保证焊接钢轨不产生上拱、下坍、扭曲和折角。
④焊接后应先予风冷粗磨,而后允许焊接车通过。焊接车通过时,焊头的温度不得高于400℃。
⑤焊后冷却速度和正火后λ8/5时间内的冷却速度要控制在20℃左右。应远离U75V轨出现马氏体的临界冷却速度。
⑥正火热处理采用还原性火焰加热,正火起始温度不得高于400℃(轨顶面测量),终了温度为880℃~900℃。
⑦后调直时,焊头的温度不得低于500℃。
⑧焊头温度在200℃及以上时,不得用浇水强制冷却,超声波探伤时,焊头温度不得大于50℃。
⑨正火热处理,后调直及焊后细磨时,应用辊道支架将钢轨架起,正火热处理的焊头前后应用辊道支架调平。
⑩焊接除瘤后,轨底底面焊瘤余量可按移动气压焊的标准执行,为此焊头应距轨枕边缘不小于40mm。
3.2 铺设工艺
①采用“分段焊接、分段铺设、线上连焊、交叉放散的方法,即:a.焊接车在本线先焊成200mm小分段;b.每200mm分段进行焊后处理;c.线上连焊成600mm大段,并按施工轨温锁定;d.线上连焊成超长无缝线路后,对新焊接的600m进行应力调整,最后按设计轨温锁定。
②按设计中和轨温锁定。锁定轨温差,左右两股不得超过5℃,且曲线外股不得高于内股,同一股相邻单元轨节(以600m计)不得大于3℃。
③铺设轨温低于设计锁定轨温时,应用拉伸器调整钢轨应力,调整时应在轨条下垫入滚筒,以减少轨下阻力,同时铺以撞轨器撞击。铺设轨温高于设计锁定轨温时则予以临时锁定,待轨温符合设计要求时,再重新调整并予锁定。
4 结语
①本文提出的问题,仅有定性分析,没有定量分析,故尚难确定对质量影响的程度,有些数据(如电站容量及允许受载的焊缝温度等)仅为估计。
②本文涉及一些技术标准,均影响施工工艺和工装设备的设计(如调直的技术要求、焊缝铺设位置的规定及打磨的技术标准等)。
③本文提到的工装设备,特别是焊接辅助工装和焊后处理工装设备仅是一种设想,只提出了使用要求,并无具体可供选择的成形成品。
希望通过本文引起对城市轨道交通无缝线路施工的深入讨论,以便形成完整的施工工艺和适用的工装设备。


