高强度高导电率导电轨生产工艺探究
地铁由于具有运量大、速度快、无污染、准时、方便、舒适等优点,日益受到人们青睐,在特大城市与大城市,建设轨道交通网络是解决城市中心人口集中度大与交通拥堵的最佳措施[1]。按照王祝堂先生有关文章的介绍,“十二五”末我国主要城市地铁的运营总里程将达到6100km。地铁运营一般均为双线运行,而且地铁线还需建设延长线、停车线、检修线等,据此预计地铁线路总长至少还需求1500km。
伴随地铁线路建设大力开展的同时,供电线路必然随之同步进行,导电轨(俗称第三轨)是地铁车辆运行中供电的主体型材,从目前接触到的导电轨材料来看,平均每千米需10 ~ 12t铝型材,由此可以推测,我国地铁导电轨总需求应该在15 ~ 18万t之间,加上导电轨使用安装中所需的鱼尾板、压板、接线柱等材料,总需求量至少在20万t以上。
导电轨的质量要求与分析
尽管各城市各地铁线的供电设计存在差异,导电轨型材的设计及质量要求也存在差异,但综合分析目前市场所需地铁导电轨种类和质量要求,可归纳如下 :
基本形状可分为两类 :Ⅰ类导电轨——扣板式导电轨 ;Ⅱ类导电轨——压板式导电轨。两类导电轨基本形状见图1。
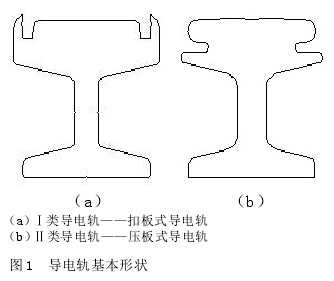
在车辆运行中,为提高导电轨与电弓滑板的耐磨度,导电轨头部需要铺设一层耐磨钢板。Ⅰ类导电轨钢板直接扣在凹槽处,压紧两侧耳子,将钢板紧固,故称为扣板式导电轨。Ⅱ类导电轨与钢板复合时,需将U型钢板两侧边压形与导电轨头部形状一致,U型钢板两侧边端头压入导电轨头部两侧的凹槽内,故称为压板式导电轨。
(1)特殊的力学性能要求
Ⅰ类导电轨要求以6101(6101B)-T6 合金或 6063-T6 合金交货, Rm ≥ 215N/mm2,Rp0.2 ≥ 160 N/mm2,A50≥8%,但实际使用中,复合钢板时对两个小耳子的硬度比较敏感。硬度高,复合时不易严密,复合力大 ;而硬度低则复合时耳子易压裂。硬度比较合适的范围为70 ~ 80HB。Ⅱ类导电轨以6063-T6 合金交货,要 求 Rm ≥ 215N/mm2,Rp0.2 ≥ 195N/mm2,A50 ≥ 8%, 其 中Rp0.2比常规要求提高20 ~ 30N/mm2。
(2)导电性能要求高于一般标准
Ⅰ类导电轨的电导率要求为30.5 ~ 31.0ms/m,比常规标准30ms/m稍高。Ⅱ类导电轨的电导率要求为32.5ms/m,比常规6063-T6合金导电率53%IACS提高3%IACS。
综合上述几点,可以分析出导电轨生产中的技术难点在于如下两点 :
(1)高强度与高韧性
这一点在第Ⅰ类导电轨表现比较突出,虽然技术要求中这一点表现得并不突出,但实际运用中对硬度要求比较敏感,硬度最好在75HB以下。如果伸长率达到13%,断面收缩率达到50%以上,硬度达到80HB,也可以使用,而强度则不能下降。
(2)高强度与高导电性能
这一点在第Ⅱ类导电轨表现更为强烈。资料[2]表明,6063合金T6状态下的导电率为 53%IACS(30.7ms/m),T5 状 态下的导电率为55%IACS(31.9ms/m),O状 态 下 的 导 电 率 为58%IACS(33.6ms/m)。Ⅱ类导电轨的导电率要求稍低于O状态的导电率,比T5状态的导电率至少要高出0.6ms/m。O状态的力学性能与T6状态的力学性能相差甚远,T5状态的力学性能也不能达到Rm≥215N/mm2、Rp0.2≥195N/mm2的要求。
试制方案的确定
1.优化合金化学成分
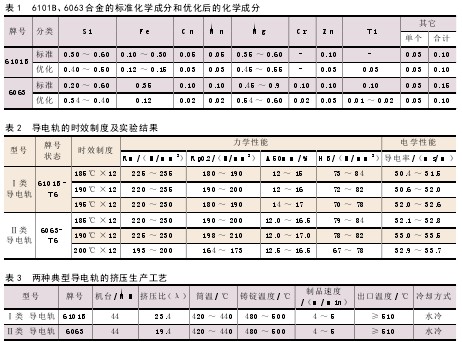
铝的导电率对成分和温度的变化敏感,合金元素含量过多降低铝的电导率[3]。Mg 和 Si 虽然也会使铝的电导率下降,但其是合金强化的主要元素,必须保证力学性能所需的基本含量。Fe是铝合金中催化的元素,6101B中应含0.10% ~ 0.30% 的Fe,微量Fe对电导率的影响较大,应适当控制。铝合金中含有的微量元素对电导率影响较大的还有Mn、Cr、V、Zr、Ti,也应限制含量,优化后两种合金的化学成分见表1。
2.探寻合理有效的时效制度
铝的电导率受固溶状态和脱溶状态的影响非常显著,通过材料固溶和脱溶的状态调节,达到供应材料具有高的电导率是导电轨型材生产工艺中研究的重点。
按照常规的 6××× 合金人工时效制度,对两种合金的不同样品进行175±5℃ ×8 小时、185±5℃ ×4 小时、205±5℃ ×2小时的时效试验,均未收到满意的结果。
时效时过饱和固溶体的分解程序一般为 :过饱和固溶体→GP区→过渡粗→平衡粗[4]。材料处于GP区→过渡粗转变过程属于予脱溶期,常规的人工时效均使材料处于这个时期,这个时期固溶强化区由偏析状态转变为弥散化,形成过渡粗,逐渐使材料硬化。时效后一般为强度、硬度明显提高,而材料的伸长度呈下降趋势。在时效峰值状态下,强度、硬度最高,一般此时材料的伸长率比较低。
时效后,使材料处于过渡粗→平衡粗转变过程属于脱溶期。平衡粗一般与基体无共格结合,形成平衡粗后,材料的强度、硬度开始有所下降,而其伸长率有所上升。随着脱溶粗的形成,材料的导电性能开始提升。平衡脱溶粗形成数量则是决定强度下降、导电率提高的关键因素。而我们所需要的就是寻找使材料强度、硬度开始有所下降,而材料的韧性、导电性能显著提升的合适有效的时效。为此,我们设计了几种高温长时的时效制度,其制度和实验结果见表2。
从表2可以看出,6101-T6 的 导电轨最佳时效制度为195℃ ×12小时,6063-T6 的导电轨的最佳时效制度为190℃ ×12小时。
3.导电轨型材的挤压生产工艺
两种典型导电轨的挤压生产工艺参数见表3。
44MN挤压机配有等温挤压控制箱,机架出口处装有远红外测温仪,铸棒加热炉为长棒燃气梯度加热炉,梯度范围为20 ~ 80℃ /m,机床配有水、风在线冷却装置和双牵引随动锯切中断装置。上述配置为该机实现等温挤压,均衡在线固溶热处理,保证在挤压长度范围内质量均匀一致,具有良好的工艺保证条件。
结论
导电轨型材交货长度一般均为15m,在如此长度的范围,保证产品每根从头至尾都具有较高的均匀一致的力学性能和好的电学性能,应采取相应的工艺措施。
(1)合理的合金化学成分配比。那些对材料导电率有较大影响的杂质元素、微量元素应严格控制。
(2)采用等温挤压,在线固溶热处理,以获得质量均匀的挤压制品。
(3)采用相对高温的长时时效制度,以获得高的强度,同时具有较好的韧性,与此同时,还具有极优异的电学性能。
参考文献
[1] 王祝堂 . 中国轨道铁路建设及其对铝材需求[J]. 轻合金加工技术 ,2012(2).
[2] 美国铝业协会(AA). 铝标准和数据 [M]. 重庆 :科学文献出版社重庆分社,1988.
[3] 王祝堂 , 田荣璋 . 铝合金及其加工手册 [M].长沙 :中南工业大学出版社,2000.
[4] 肖亚庆等 . 铝加工技术实用手册 [M]. 北京 :冶金工业出版社,2005.























 京公网安备 11010202007575号
京公网安备 11010202007575号